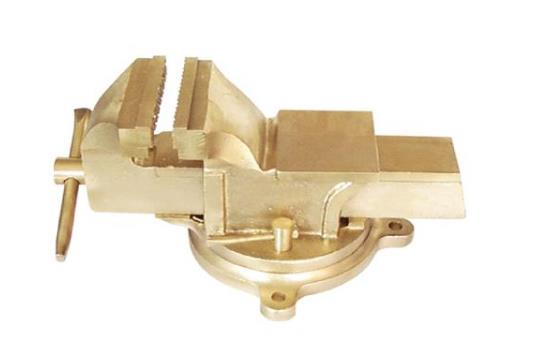
敲击梅花扳手加工方法的优缺点
敲击梅花扳手具有、结构稳定、材质、抗打击不折、不断、不弯曲,产品尺寸等特点。利用杠杆原理拧转螺栓、螺钉、螺母和其它螺纹紧持螺栓或螺母的开口或套孔固件的手工工具。
敲击梅花扳手的用途:大型工业用特种扳手、重型扳手、敲击扳手-敲击梅花扳手适用于石油、化工、冶金、发电、炼油、造船、石化等行业。石油轮和液化石油气的车辆、飞机、经营易燃易爆品的仓库、电解车间、通讯机装配车间、要求工具不生锈抗磁的场所等。
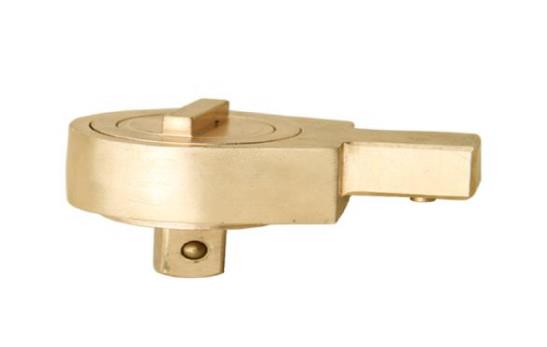
敲击扳手一般分为敲击梅花(六角)扳手和敲击呆扳手,一般来说敲击梅花(六角)扳手工作端的12角或6角都是需要进行加工的,一般会有滚齿、插齿,一般很少会见到铣齿,下面介绍各种加工方法的优缺点:
滚齿、插齿与铣齿比较铣齿采用普通设备和简单刀具即可加工齿形。但是只能加工11~9级精度、齿面粗糙度Ra值为6.3μm~3.2μm的齿形.滚齿和插齿的分度精度和齿形精度均较铣齿高,可以加工6级精度、齿面粗糙度值Ra为3.2μm~1.6μm;滚齿和插齿是连续分度和切削,生产效率比铣齿高。用同一模数的滚刀和插齿刀,可以各种不同齿数的齿轮,减少了刀具数目,提高了经济效益。
滚齿与插齿比较:滚齿是刀齿作连续的旋转切削、切削速度较高,插齿是刃齿作往复运动,限制了切削速度,故滚齿生产率比插齿烙高,滚齿机可以加工直齿、斜齿圆柱齿轮和蜗轮,但不能加工内齿轮和相距太近的多联齿轮;插齿时播齿刀沿齿全长连续切出,包络线数量也多,而滚齿时轮齿全长是由滚刀多次连续切出,故插齿的齿面粗糙度值较小;插齿刀的制造、刃磨检验壁滚刀方便,但插齿机分齿传动链比滚齿复杂,因此,加工齿轮的精度基本一样;插齿机可以加工内齿轮和多联齿轮,但不能加工蜗轮。
敲击扳手具有、结构稳定、材质、抗打击不折、不断、不弯曲,产品尺寸等特点。适用于石油、化工、冶金、发电、炼油、造船、石化、机械等行业,是设备安装、装置及设备检修、维修工作中的工具。
工具应与腐蚀性物隔离存放:敲击类工具不可连续敲击,超过十次应有适当间歇,同时要及时工具敲击部位,沾着被敲击的碎屑后再继续使用。敲、砸类工具实际操作中要及时现场杂物和工作面腐蚀的氧化物,防止第三者撞击产生爆炸。
各种工具在使用前要表面油污,使用后要擦净表面油污和积物,放置干燥处保存,与腐蚀性物隔离存放,长时间不用应涂抹适量润滑油存放。扳手类工具不可超力使用,不能用套管或绑缚其它金属棒料加长力臂,以及用锤敲击(敲击扳手除外),以免引起因超载断裂和变形,影响正常使用。
在使用工具时应根据需要合理选择其品种规格,不得以小代大,不能把它当做钢制工具一样进行使用。应指出的是在使用活扳手、管钳、呆扳手时,要注意受力方向要求,不得任意旋扭,在使用带刃的工具时,先应测定工件本身的硬度,当其硬度低于工具硬度时,可以进行操作,当其于工具硬度时则禁止使用。
当工件是由机动旋紧的、固定或已腐蚀,而使用手动工具前又不采取其它措施的,应禁止使用,以免损坏工具。铜合金工具材质为高纯度电解铜和贵重金属合成,其中铝青铜工具制成后表面呈银黄色。
敲击梅花扳手加工方法的优缺点由中泊集团编辑整理。



动态分类
DYNAMIC CATEGORY热门产品
PRODUCT